



张总:15923222050
杨总:13637756669
电话:023-67188796 67192512 67191029
地址:重庆市綦江区古南镇工业园区
电缆连接头的制作工艺
电缆连接头的工艺:
一、电缆接头的准备
1、放好电缆。
2、切割电缆头并使之重益l00mm。
3、在距每根电缆端头0.5m处用硅橡胶自粘带把一根热电偶线绑扎在电缆上。
4、把辐照加热器装在调直架上。
5、把热电偶和辐照加热器与温度调节器相连。
6、把时间断电器调到3小时,温度调到90℃,接上电源合上开关。
7、当冷却到环境温度后,移去校直器。
8、把电缆放在支架上。
9、在距电缆端头450mm处,各做一记号,剥除外护套至记号处。
1O、将金属屏蔽线向后弯并用带子扎住。
11、在每个端头400mm处用工具共剥去外半导体屏蔽。
二、用氩弧焊或隔焊焊接铝、铜导电线芯
1、按图10一22做好准备工作,导线两端装上冷却器。
2、用氩弧焊焊接铝导电线芯。
3、用锉刀及砂布在焊接处锉平,打光,保证接头光滑圆整。
4、按图10一22做好准备,并把嵌在钢导电线芯外层的任何残物、残屑去掉,用清洁剂洗净。
5、将焊模预热至大约120℃,调好模夹松紧,使两导线芯相距一定距离,用夹子把模夹住,不使模挂在线上。
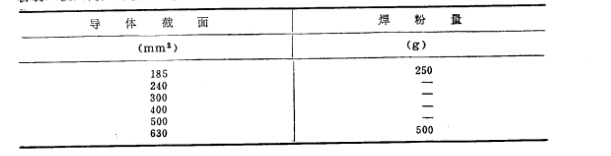
6、在焊模的捍粉室的底孔上放一块薄片,将干燥过的(120℃,干燥6小时)焊粉装入模具内,捍粉用量参阅下表。
在焊缝上均匀地晒上一层引发粉,并沿着表面直至模具上边用引发粉形成一条线(注意:不要使引发粉与焊药粉混合在一起),合上模盖,不要震动已装好的捍接模具。
7、用打火抢或弱火焰点燃引发粉,等待1分钟后去掉模具。
8、当焊头冷却后锉平,打光焊口,直至与导体同样外径。
三、绝缘
1、用工具将XLPE绝缘削成"铅笔头”样形状。不要使工具损伤内半导体屏蔽层。削除绝缘层使长为10~15mm的半导体屏露出来。将绝缘尖端削至0.5mm左右。在靠近绝缘的导电线芯上缠几层电工带作保护用。把锥体及长为100mm的电缆绝缘抛光。开始用80号粗砂布,而后用20号细砂布,不要用打过内半导体的旧砂布。去除保护用电工带,井清洗电缆导电线芯。
2、用半搭盖在线芯上绕包一层半导体J基胶带,绕包时应注意使得与电缆内半导体接合外边边相衔接而不要重叠起来,带子中不存在折叠或缝隙。
3、用半搭盖在J基半导体带上面再包3层半导体带(MPN213034,一直包到电缆的内半导体电屏蔽上。检查一下,交联聚乙烯端缘不应被覆盖住。在绕包层中不能存在折叠或缝隙或其它凹凸,用打结扎住带子。
5、用清洗剂和干净布将交链电缆绝缘擦干净,锥形绝缘必须绝对干净。然后立即绕绝缘。在操作过程中工作人员的手和衣服应相当干净,缠绕绝缘应在塑料帐篷中进行,帐篷地坪需湿润,以防止灰尘。
6、去掉在半导电屏蔽上所打的结,在其上用半搭盖先绕包4层交联聚乙烯带,与
正应力锥重叠10mm。然后继续用绝缘带4201以1/2搭盖绕包,一直包到直径比电缆绝缘直径大3~4mm,适当拉伸带子使之投有折叠或缝隙。最终绕包长度必须比接头每一侧的正应力锥部分长80mm。
7、在整个接头绕包一层聚四氟乙烯薄膜, 用纤维带子扎紧。
8、沿着连接头放上两片50mm宽的黄铜带并用纤维带扎紧。
9、放上两片加热元件,使两侧未覆盖住的宽度相等,用纤维带扎住。
10、在顶上一个加热元件的中央放上一温度调节器和记录器热电偶,用硅橡胶带扎住。
11、在外面再边对边地绕以橡胶带。充分拉伸带子使得带上的椭圆形标记变成圆形。绕包的带子两端郁比加热元件短5mm,两条用纤维带子扎紧,每l0mm绝缘厚度增加一层带子,如直径为60~70mm,绕包层数为7层,须增加3层。在两端绕包成l00mm长的斜坡形。为了避免裂开,用纤维带每隔l00mm扎紧枚橡皮带。
12、对铜芯630mm²和铝芯1000~1200mm²电缆,在加热元件外边两侧再加一个2m长的辅助加热管。在橡皮带绕包层与辅助管之间要留有50mm间隙,以免有着火的危险。
- 上一篇:自容式超高压充油电缆的设计
- 下一篇:聚合物绝缘挤出电缆连接接头